
Model
Core One Automatic Chamber Vent
Description
A cheap-and-cheerful solution for automating the chamber vent setting, depending on the filament type used: Attach little tabs to the inside of the vent slider and to the Nextruder, and let the Nextruder push the slider in the right direction via a bit of custom startup G-Code.
See it moving: https://www.e-basteln.de/file/Vent_movement.mp4
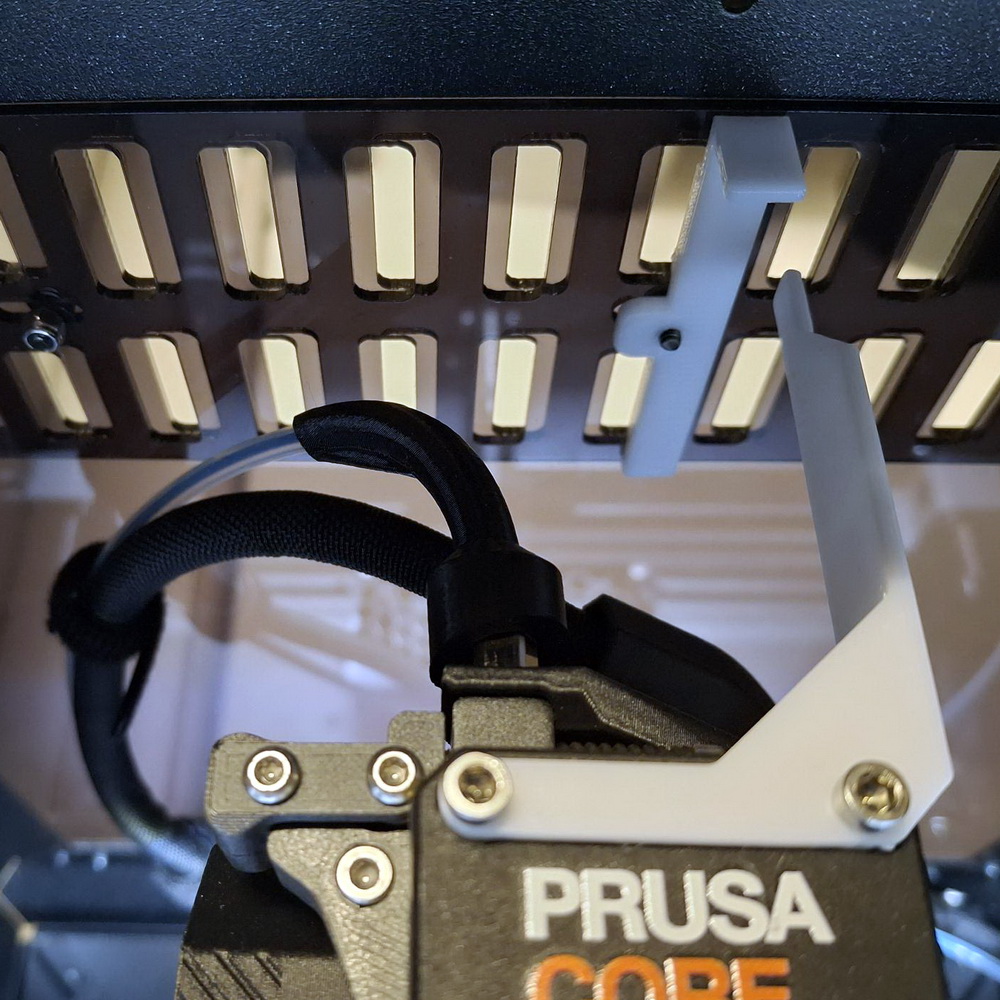
The slider part replaces the nut on the slider's central mounting screw. The Nextruder part attaches via two of the lid screws -- you will need to replace the standard M3*25 screws with M3*30. Conveniently, my Core One kit came with two spares.
The Nextruder part is designed to stay clear of the slider during any printing in the standard printable area. It will only start to brush against the slider tab when moved to Y=-5 mm, and fully engages at Y = -7 mm.
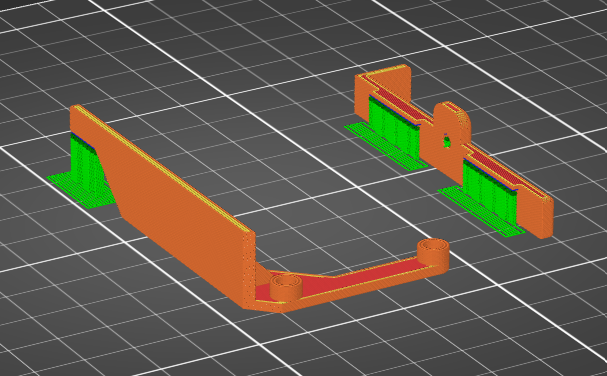
Print in PETG, in the orientation shown in the picture. The lever on the Nextruder provides enough flex to safeguard against accidents, but more than enough force to move the slider.
The G-Code below goes into the Startup G-Code section in PrusaSlicer. I placed it just after the homing command (G28). If you decide to install this in your printer, please double-check the positions: Move the Nextruder manually via Control > Move Axis.
; ------------------------------------------
; Automatic vent control via Nextruder
G1 Y0 F10000 ; go to safe position
{if filament_type[initial_tool] =~ /.*(PLA|PETG).*/}
; Open the vent
G1 X85 ; left of lever
G1 Y-7 ; engagement position
G1 X100 F1000 ; push lever right
G1 X85 F10000 ; retract to the left
{else}
; Close the vent
G1 X115 ; right of lever
G1 Y-7 ; engagement position
G1 X100 F1000 ; push lever left
G1 X115 F10000 ; retract to the right
{endif}
G1 Y0 ; go to safe position
; ------------------------------------------ Optionally you can add the following to the end G-code. This closes the vent after a print is complete to avoid dust ingress. Thanks to @RyFi_2926975 for the idea!
; ------------------------------------------
; Close the vent if it has been opened
{if filament_type[initial_tool] =~ /.*(PLA|PETG).*/}
G1 Y0 F10000 ; go to safe position
G1 X115 ; right of lever
G1 Y-7 ; engagement position
G1 X100 F1000 ; push lever left
G1 X115 F10000 ; retract to the right
G1 Y0 ; go to safe position
{endif}
; ------------------------------------------
License
